Особенности анализа состояния и результатов деятельности инструментального хозяйства
Для бесперебойного функционирования производственного процесса необходимо иметь определенное минимальное количество инструмента, т. е. его оборотный фонд. Оборотный фонд инструмента (Ио) промышленного предприятия в общем, виде определяют как слагаемое по формуле
И0 = Иц. и. с. + Ни. р. к. + Ир.м. + Ирем.
где:
Иц. и. с.
— запас инструмента в центральном инструментальном складе, шт.;
Ни. р. к.
— запас инструмента в инструментальных раздаточных кладовых, шт.;
Ир.м.
— количество инструмента на рабочих местах, шт.;
Ирем.
— количество инструмента, находящегося в ремонте, шт.
В единичном и мелкосерийном производстве определение величины оборотного фонда производят укрупненно, из расчета, что запас инструмента по времени не должен превышать четырех месяцев, причем 75% запаса должны быть сосредоточены в центральном инструментальном складе, 20% — в инструментальных раздаточных кладовых, 5% — на рабочих местах.
В крупносерийном и массовом производствах расчет оборотного фонда осуществляют последовательно по всем слагаемым.
Количество инструмента, находящегося на рабочих местах (Ир.м.), определяют по формуле:
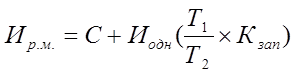
где:
С — число рабочих мест, одновременно использующих данный инструмент в одинаковых условиях;
Иодн — количество инструмента, одновременно применяемого на каждом рабочем месте, шт.;
T1 — периодичность подачи инструмента из инструментальной раздаточной кладовой на рабочие места, ч.;
Т2 — время эксплуатации инструмента между переточками с учетом перерывов в его работе, определяемое отношением произведения нормы штучного времени и времени машинной работы между двумя переточками к машинному времени на одну детале-операцию, ч;
Kзап — коэффициент запаса на рабочем месте, равный 1,0 (для станков-дублеров 0,3 -г- 0,6).
Количество инструмента, находящегося в заточке (Ярем) рассчитывают по формуле
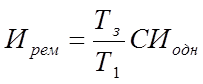
где:
Тз — длительность цикла заточки, равная промежутку времени от момента замены инструмента на рабочем месте до поступления его в инструментальные раздаточные кладовые. ч.
Оборотный фонд цеховой инструментальной раздаточной кладовой (Ии. р. к) определяют по формуле:
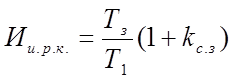
где:
kc.з. — коэффициент страхового запаса, равный 0,05-т-0,1. Оборотный фонд инструмента в центральном инструментальном складе определяют по формуле
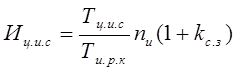
где:
Тц.и.с — периодичность накопленных запасов в центрально-инструментальном складе, месяц;
Ти.р.к — периодичность возобновления расходного запаса инструментальных раздаточных кладовых из центрального инструментального склада, месяц;
nи — расход инструмента между его поступлением в кладовые из центрального склада, шт.;
kc. э – коэффициент страхового запаса, равный 0,1.
Обеспечение промышленных предприятий необходимым инструментом осуществляют путем приобретения его со стороны (централизованного снабжения) и изготовления в инструментальных подразделениях заводов Основной системой планирования производства, потребления и приобретения инструмента является система, получившая название «максимум-минимум». Ее применяют на предприятиях крупносерийного и массового производства. Вместе с тем её использование возможно при мелкосерийном и индивидуальном типах производства, если расчеты производят по инструменту, потребляемому систематически и в большом количестве.
Сущность системы «максимум-минимум» заключается в том, что запасы инструмента в центральном складе и раздаточных кладовых постоянно поддерживают на уровне, обеспечивающем бесперебойное снабжение производства путем своевременной периодической подачи заказов на изготовление или приобретение инструмента. При системе «максимум-минимум» устанавливают минимальный (Иmin) и максимальный (Иmax) запасы инструмента. Минимальный запас имеет характер страхового и расходуется только в исключительных случаях, не предусмотренных нормальным ходом производственного процесса. Максимальный запас определяют по формуле: