Управление процессом подготовки производства новой техники
На предприятиях с единичным и мелкосерийным производством применяется децентрализованная или смешанная система подготовки производства. Одни подразделения занимаются конструированием изделий, другие - технологической подготовкой.
Как правило, на небольших предприятиях конструкторская и технологическая подготовка сосредоточена в техническом отделе, который подчиняется главному инженеру.
Менеджеры контролируют выполнение графика подготовки производства.
Отметим, что план подготовки производства составляется на основе объемных и трудовых нормативов и включает перечень объектов подготовки, объемы работ, сроки их выполнения по стадиям и этапам, конечные и важнейшие промежуточные результаты, длительность подготовки, смету затрат.
Содержание и объем работ конструкторской подготовки производства зависят от вида разрабатываемых изделий, их новизны и сложности.
Конструкторская подготовка производства включает процессы формирования комплекса инженерно-технических решений по объектам производства, обеспечивающих готовность производства к оперативному освоению и стабильному выпуску новых изделий.
Конструкторская подготовка производства состоит из: инженерного прогнозирования; параметрической оптимизации объектов производства; опытно-конструкторских работ с использованием ФСА; обеспечения производственной, эксплуатационной технологичности конструкции изделия.
Инженерное прогнозирование осуществляется в контакте с инновационным менеджером и преследует цель выявить, какие новшества могут появиться в течение прогнозируемого периода. На этой стадии определяются сроки и порядок промышленного освоения новых изделий; темпы обновления и масштабы распространения новых технических решений, материалов, технологий. Устанавливаются возможные ограничения развития объектов (ресурсные, технические, социальные, экономические, экологические).
Параметрическая оптимизация связана с обеспечением оптимальных параметров и типоразмеров, объема выпускаемой продукции.
В процессе опытно-конструкторских работ материализуются идеи конструктора в опытных образцах, которые будут доведены до промышленного производства.
Обеспечение технологичности конструкции необходимо для достижения требуемого качества производимой продукции.
Отработка конструкции на технологичность осуществляется разработчиками конструкторской и технологической документации, предприятием-изготовителем и заказчиком.
Для оценки технологичности конструкции применяются следующие показатели:
¨ трудоемкость изготовления изделия, которая измеряется в нормо-часах;
¨ удельная материалоемкость изделия, определяемая как отношение расхода материала на одно изделие к величине полезного эффекта.
Эти показатели сравниваются с установленными стандартами.
Организация разработки и контроль качества нового изделия производится по следующей схеме:
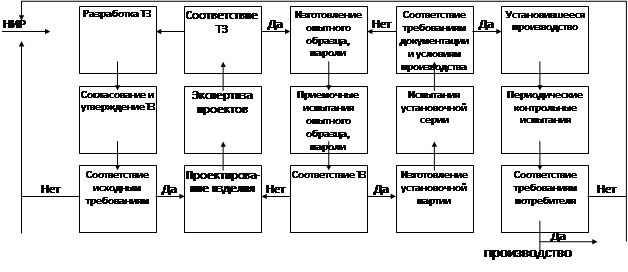 |
Рис. 7.2. Схема организации разработки и контроля качества нового изделия
При выполнении конструирования с помощью ЭВМ выделяют четыре этапа: поиск принципиальных решений, разработка эскизного варианта конструкции, уточнение и доработка конструкции, разработка рабочих чертежей.