Расчет количества оборудования и коэффициент его загрузки.
Табл.1.
|
Номер операции |
Наименование операции |
Расчетное количество станков, Ср |
Принятое количество станков, Спр |
Годовая трудоемкость по операциям |
Коэффициент загрузки оборудования, Кз |
|
1 |
Токарная |
4,93 |
5,00 |
21750 |
0,99 |
|
2 |
Фрезерная |
4,93 |
5,00 |
21750 |
0,99 |
|
3 |
Шлифовальная |
2,56 |
3,00 |
11310 |
0,85 |
|
4 |
Сверлильная |
2,56 |
3,00 |
11310 |
0,85 |
|
5 |
Строгальная |
1,58 |
2,00 |
6960 |
0,79 |
|
6 |
Зубонарезная |
1,58 |
2,00 |
6960 |
0,79 |
|
7 |
Долбежная |
1,58 |
2,00 |
6960 |
0,79 |
|
Итого |
19,71 |
22,00 |
87000 |
0,90 |
График загрузки оборудования.
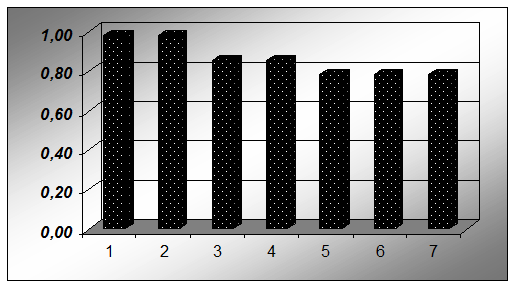 |
Средний коэффициент загрузки оборудования Кз ср= 0,86
Сводная ведомость оборудования:
Табл. 2.
|
№ |
Наименование оборудования |
Количество станков |
Модель оборудования |
Габаритные размеры, м |
Мощность станка, кВт |
Цена, руб. |
Монтажная стоимость, руб. |
Полная стоимость, руб. | ||
|
Одного |
Всех |
Одного |
Всех | |||||||
|
1 |
Токарно-винторезный |
5 |
16К20Ф3 |
3,36*1,71*1,75 |
10 |
50 |
50895,00 |
254475 |
38171,25 |
292646,25 |
|
2 |
Вертикально-фрезерный |
5 |
6Р13Ф3 |
3,62*4,15*2,76 |
7,5 |
45 |
12081,79 |
72490,76 |
10873,61 |
83364,38 |
|
3 |
Вертикально-сверлильный |
3 |
2М55 |
2,665*1,02*3,43 |
5,5 |
16,5 |
22970,34 |
68911,02 |
10336,65 |
79247,67 |
|
4 |
продольно-строгальный |
3 |
7Б210 |
9,5*4,5*3,4 |
50 |
150 |
170412,20 |
511236,60 |
175500,23 |
686736,83 |
|
5 |
Зубофрезерный |
2 |
53А80 |
2,897*1,18*2,25 |
12,5 |
25 |
25393,39 |
50786,78 |
7618,02 |
58404,80 |
|
6 |
Долбежный |
2 |
7410 |
6,07*4,335*5,3 |
55 |
110 |
223429,75 |
446859,50 |
67028,93 |
513888,43 |
|
7 |
Плоскошлифовальный |
2 |
3Д 723 |
4,6*2,17*2,13 |
17 |
51 |
56556,15 |
169668,46 |
25450,27 |
195118,73 |